
Once material starts to stick, the buildup can be fast and dense, slowing the whole process flow, causing spillages and secondary blockages, and eventually resulting in unscheduled downtime. And that can also mean risk, as the temptation to find a quick way to remove blockages, without the proper risk assessment, safe access, tools or training, can lead to workers making unsafe decisions.
This is where flow aids come in, devices specifically engineered and installed to promote material flow, clear build-ups and prevent clogging, avoiding costly downtime and reducing the associated safety risks. Several flow aid technologies are available but to know what solution will work best for a specific application, the first step is understanding how, where, when and why clogs are happening in a particular vessel.
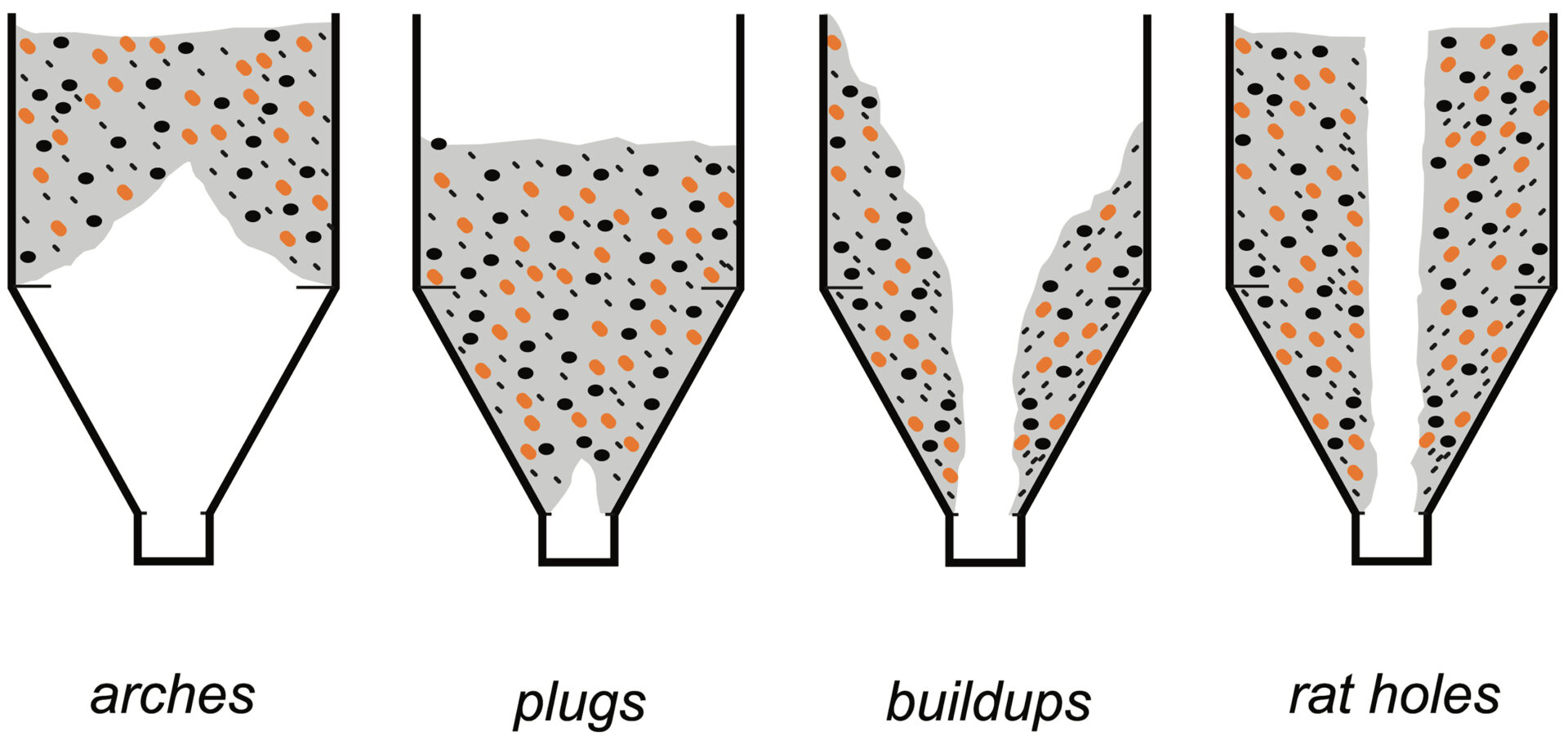
Build-ups can lead to different types of blockages in silos and hoppers. Copyright: 2026 Martin Engineering
In most cases that may seem obvious, but it’s important not to jump to conclusions about the cause of a blockage because that approach often results in treating the symptoms of a problem rather than addressing the root causes. Once root causes are understood, the next step is designing a system that not only eliminates blockages but also removes the need for any manual intervention in material clearance – all through the installation and activation of the right flow aids.
Whether the blockage is in a hopper, silo, chute of flue, understanding the function and capacity of a vessel is important, as is appreciation of the properties of the materials passing through, including moisture, temperature and chemistry, plus the effect of atmospheric conditions. Variations in the size and shape of particles also affects flow characteristics. Failure to consider these and other factors can lead to suboptimal designs that increase the likelihood of buildups and clogging.
Further, if a hopper is not designed to carry the right material load at full capacity, then a sudden surge of material or a clog can rapidly lead to problems. And even if a hopper is engineered properly, repeated abrasion from loading over years can cause the vessel walls to wear unevenly, reducing performance even more.
So the weight, size and type the material, load velocity, plus direction and distribution, structural design of the vessel, as well as factors like weather can all play a part in clogging and overloading. And the moment the clogged material is discharged, the force of the surge can also overwhelm the structure, gate, skip or conveyor onto which it is flowing, so understanding the weight of the material in the clog itself is important too.
Hoppers come in varying shapes – wedges, inverse pyramids, cones and hybrid designs – depending on the vessel and the material flow characteristics. The shape of a vessel should match that of the discharge point or it will be prone to clogging. The slope angles in discharge point geometries can also contribute to buildups, depending on material properties, the specifications of the application or the placement of the vessel. Hopper discharge points often feature gates or grates which can exacerbate clogging by stopping or slowing material at the structural choke point, especially when a hopper is being filled beyond its design capacity.
Once a blockage has been detected, there are several unsafe practices that, at the time, may seem like a quick and harmless solution, but frequently cause injuries and are even known to cause fatalities.
One unsafe method is beating the vessel walls with mallets or other heavy objects to loosen adhered material. Besides the health and safety risks, over time, the more the walls are pounded, the worse the situation becomes, as the bumps and ridges left in the wall from the hammer strikes will form ledges that provide a place for additional material accumulations to start.
Another hazardous yet popular practice is poking or lancing underneath the clog at the discharge point. This can result in a sudden surge of falling material, burying or crushing the worker(s) below. Physical lancing from above is also common, often with makeshift platforms that allow access but provide little protection should a worker slip and fall into the vessel.
Air lancing the clog from the mouth of the vessel at the top can be an effective option, but only when guardrails are fitted or a safe access platform is used. Of course, the reach of the lance and the pressurized air stream must match the size of the vessel and the clog. And again, unless a harness is worn, workers could still fall in trying to get the lance down to the clog, even if guardrails are present.
Perhaps the most prevalent cause of worker injuries is entry into the vessel. Along with potentially sinking into the material, especially in the center, the silo or hopper contents could be ‘bridging’ and suddenly release. If a worker enters the vessel and stands on the fragile bridge or on a buildup to the side, a sudden discharge could pull the worker into the cavity causing serious injury or engulfment.
These unsafe situations and behaviours can be avoided by introducing flow aids to the vessel to mitigate clogs, promote material flow and reduce downtime.
As the term implies, flow aids are components or systems installed to promote the flow of materials through a silo, bin, hopper or chute, whilst controlling buildups, dust and spillage. Flow aids come in a variety of forms, including rotary and linear vibrators, high- and low-pressure air cannons and aeration devices, as well as low-friction linings and optimal chute designs, to encourage the most efficient flow of bulk materials.
These solutions can be combined in any number of ways to complement one another in an integrated system to improve overall productivity. Flow aid devices can be used for virtually any bulk material or environment, including hazardous duty and extreme temperatures.
When employing flow aids, it’s critical that the hopper or silo structure is sound and the flow aid device(s) are properly sized and mounted, because their operation can exert additional stresses on the structure. A well designed and maintained vessel will not be damaged by the addition of correctly sized and mounted flow aids.
It’s also important that any flow aid device is used only when discharge gates are open and material can flow as intended. By far the best practice is to use flow aids as a preventive solution to be controlled by timers or sensors to avoid material buildup, rather than waiting until material accumulates and begins to restrict the flow. Using flow aid devices in a preventive manner not only reduces the chance of clogging but also enhances safety and can even save energy.
The age-old solution for breaking loose blockages and removing accumulations from chutes and storage vessels was to pound the outside of the walls. A better solution is the use of engineered vibration, which supplies energy precisely where needed to reduce friction and break up potential accumulations to keep material moving to the discharge opening, without damaging the chute or vessel. The technology is often found on conveyor loading and discharge chutes but can be effectively applied to other process and storage vessels, including silos, bins, hoppers, screens, rail cars, feeders, cyclones and heat exchangers.
Another highly effective solution for eliminating material accumulation in chutes and vessels is the low-pressure air cannon, pioneered and patented by Martin Engineering in the 1970s. It uses compressed air to deliver a powerful and carefully timed blast to dislodge buildups. Air cannons can be mounted on metal, concrete or even wooden surfaces as long as they are structurally sound. The basic components include an air tank, a fast-acting valve with a trigger mechanism and a nozzle to distribute the air in the desired pattern to clear the accumulation most effectively.
The sudden blast of air released by the valve on an air cannon is directed through an specially designed nozzle, which is strategically positioned in the chute, tower, duct, cyclone or other location. Often installed in an array of several air cannons and precisely sequenced for maximum effect, the devices can be timed to best suit individual process conditions or material characteristics. The air blasts help break down material accumulations before they become problematic, allowing materials to resume normal flow. In order to customize the air cannon installation to the service environment, specific air blast characteristics can be achieved by manipulating the operating pressure, tank volume, valve design and nozzle shape. In the past, when material accumulation problems became a recurring issue in hard-to-access areas like preheater system, processors would have to either limp along until the next scheduled shutdown or, more likely, endure expensive unplanned downtime to lance the clogged buildups. That used to cost businesses hundreds of thousands of dollars per day in lost production. Nowadays, such is the importance of keeping material flowing that vessels of all kinds now feature mountings so that devices such as air cannons and vibrators can be fitted safely with relative ease.
Given the demands and complexities of recycling operations, material clogs in hoppers and other vessels should be banished with engineered solutions such as vibration, air cannons and other flow aids. The key to success lies in selecting the appropriate flow aid technology based on material properties, vessel design and operating conditions. Moreover, proactive and preventive use of these solutions, rather than reactive measures, is proven to help maintain optimal performance and can even extend the lifespan of storage and transfer equipment. As recycling plants continue to prioritise efficiency and worker safety, investing in well-designed flow aid systems is a necessity. By embracing such innovations, producers can achieve smoother operations, maximise throughput, and create a safer working environment, ensuring that materials move through the process without unnecessary interruptions.








